Criterion uses the latest technology to develop innovative automation solutions that help our customers save time, reduce risk, and improve quality. We’ve found that 3D printing enables us to quickly—and accurately—prototype and test concepts, enabling us to keep projects on schedule and on budget. And we know that many of our customer’s engineering teams are using 3D printing to achieve the same goals.
With that in mind, we thought we’d share the process we followed to determine the best way to achieve a specific goal using 3D printed parts. Read on to learn about our testing methodology, test results, and recommendations for the best method for threading bolts into 3D printed parts.
The Methods Tested
 At Criterion, we’ve been perfecting the 3D printing of prototypes and production parts for more than five years. Recently, we tested methods for threading bolts into our 3D-printed parts. Since there are a few different ways to accomplish this, we printed test parts for each of three methods, with the goal of determining which one would withstand the largest pulling force.
At Criterion, we’ve been perfecting the 3D printing of prototypes and production parts for more than five years. Recently, we tested methods for threading bolts into our 3D-printed parts. Since there are a few different ways to accomplish this, we printed test parts for each of three methods, with the goal of determining which one would withstand the largest pulling force.
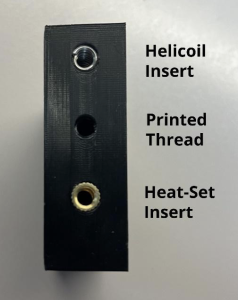
- Method 1: 3D print a 0.313-20 threaded hole to insert a ¼-20 helical insert, or Heli-Coil
- Method 2: 3D print a ¼-20 threaded hole into the part
- Method 3: 3D print a smooth 0.316″ diameter hole for a ¼-20 heat-set insert
All threads for the ¼-20 bolts were ½” long to ensure the same amount of engagement for a fair test.
Considering Infill and Hole Location
We also wanted to test how other factors would influence the degree of force the 3D printed part could hold, so we varied the infill percentage and whether the hole was printed on the top or the side of the part. To vary these factors, we printed four test parts for each method, using the standard infill percentages (20% and 30%) that we use for prototype and production parts. The infill structure for all parts was “zig-zag,” as defined by our 3D printing slicer. For each factor, we printed one test part with the following characteristics:
- 20% infill and the hole on top
- 20% infill and the hole on its side
- 30% infill with the hole on its top
- 30% infill with the hole on its side
We started with just one of each unique sample for each variation, since we were testing for general ideas rather than specific values.
The Test
We conducted testing on our manually-operated press, applying a consistent downward force measured by a force gauge. After inserting a standard bolt into a given sample, downward force was applied to pull on the bolt, while the sample was supported on both sides. The force was increased until failure occurred in the sample.
The Results
The maximum pullout force withstood by the 3D printed parts was 390 lbf, achieved by both the Heli-Coil insert and the 3D printed threads, each with 30% infill and the hole printed on the side of the part. The heat-set insert part with the same characteristics got to 320 lbf.
In almost all cases, the failure mode was actually in the structure of the part around the threads, not in the threads themselves, so it is likely that increasing the infill percentage and possibly modifying the infill structure could increase this value.
The Best Method for 3D Printing Threaded Parts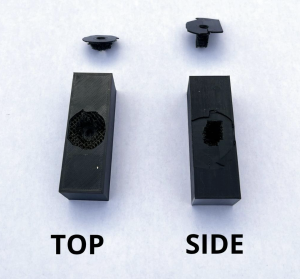
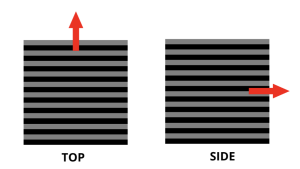
In all cases, printing the hole on the side of the part held more force than printing the hole in the top of the part. The side-printed holes withstood 185% as much force (almost 2x as much) as the top-printed holes. We were surprised at how much of a difference this made, but when you think about it, it does make sense. Because 3D printed parts are printed layer-by-layer, when the hole is printed in the top of the part, you are pulling “against the grain” and therefore pulling apart layers that were printed at different times, which makes it harder for them to fuse together, resulting in a weaker structure. When the hole is printed on the side of the part, you are pulling “with the grain”, pulling at plastic that was printed at the same time, in a continuous strand—and is therefore much stronger. This can be seen in the failure mechanism of the top- and side-printed parts, where each fails between layers.
Since there wasn’t a large difference in the holding force of the different methods and 300 lbf is suitable for most cases involving 3D printed parts, we suggest using other characteristics to choose which method to use for a given application.
- 3D printed threads are the easiest in the sense that they don’t require any additional hardware. However, if you want to take the bolt in and out of the part, the plastic threads will wear quite quickly and you may want to consider using some kind of metal thread insert. In addition, modeling the threads can be difficult to implement in some CAD software programs. We found an easy way to do this in Autodesk Inventor software and are happy to share it with you; just email us at [email protected]!
- Heat-set inserts are probably the easiest option from a CAD perspective, since you just need to make a round hole, not a threaded hole. They do require some extra equipment, namely a soldering iron, to insert. The only notable downside in function is that it can be easy to get the hole (slightly) misaligned, since the installation involves melting the plastic around the insert. If you need a precise angle on the fastener, we would recommend using one of the other two methods.
- Heli-Coil inserts are easy to use and provide a long-lasting thread with precise location and angle. The only disadvantage is that you need to be able to 3D model the thread in order to print it, and Heli-Coils often have strange OD thread types.
Contact Criterion Automation for More Information
3D printing is just one of many tools and techniques our engineering team uses to develop solutions for our customers’ business challenges. If you have questions about any engineering topic, from 3D printing to custom automation solutions, the odds are good that the engineering experts at Criterion Automation can help. Contact us today to learn more.